

05149711 HP Seal Assembly
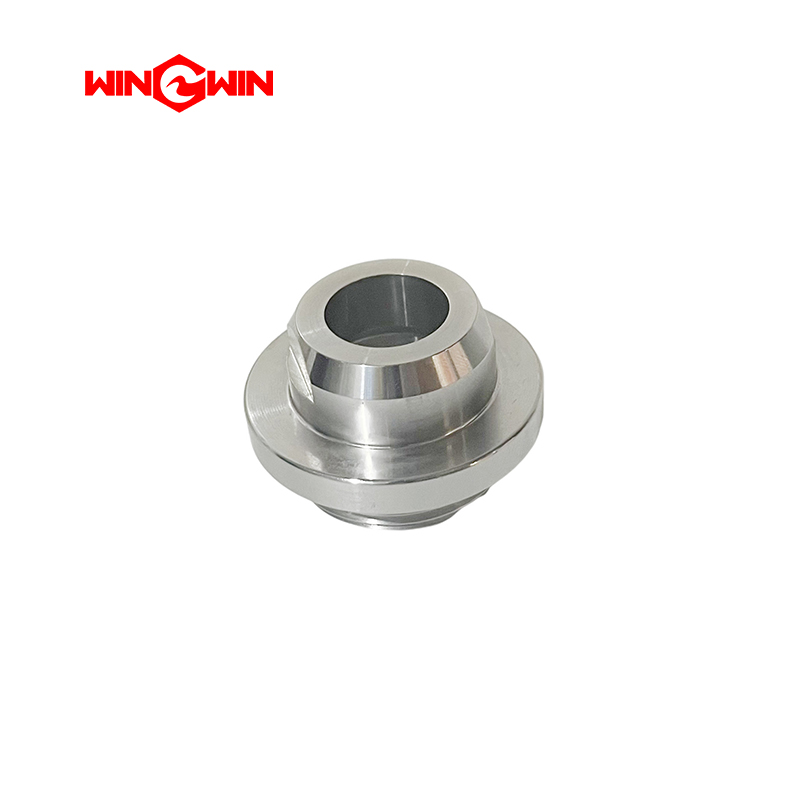
Product ID: 05144589 – Hydraulic Ram Piston
Description:
This component is a hydraulic ram piston designed for waterjet cutting systems. It is a cylindrical reciprocating component that moves within a hydraulic cylinder, converting hydraulic fluid pressure into linear mechanical force. This piston typically drives the intensifier assembly or other hydraulic functions within the waterjet power unit.
Applications:
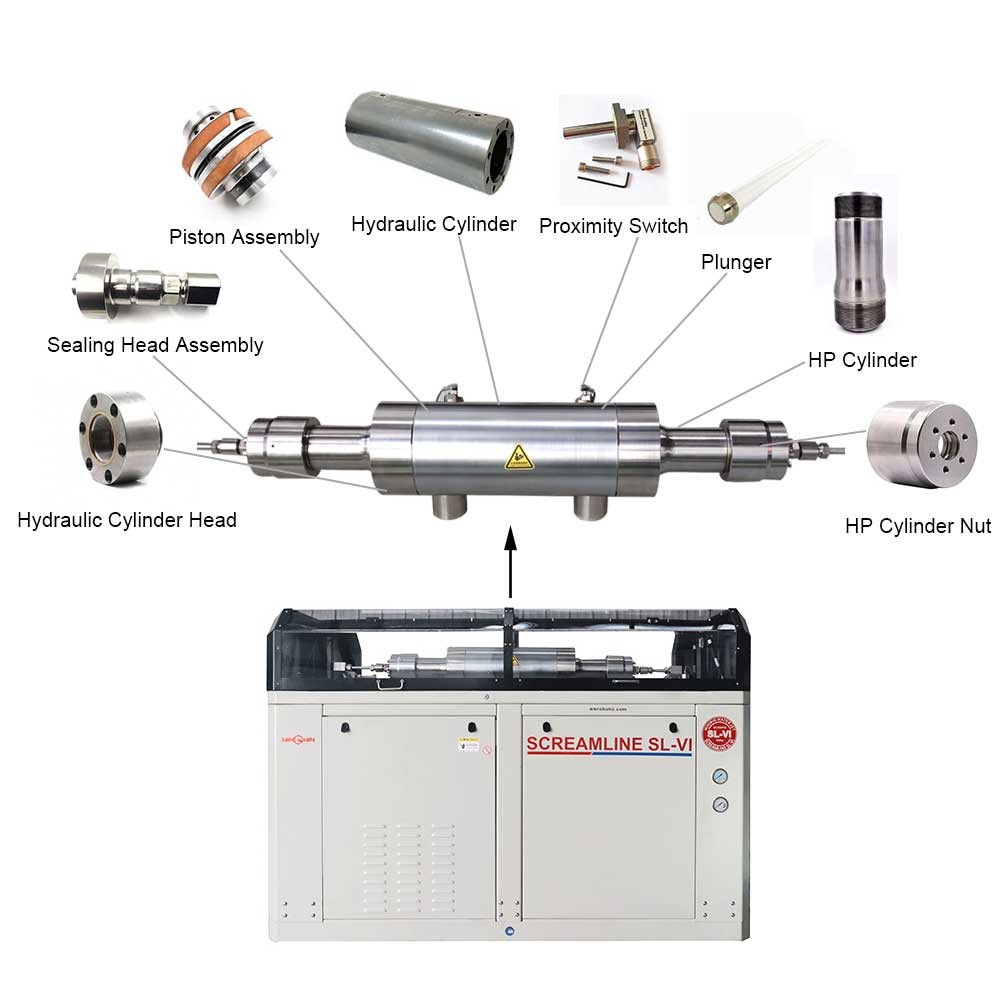
Used as the primary force-generating element within the hydraulic cylinder of an intensifier pump.
Installed to drive the high-pressure plunger assembly, creating water compression through area ratio multiplication.
Suitable for waterjet cutting machines requiring reliable hydraulic actuation for continuous pressure generation.
Features:
Constructed from high-strength, fatigue-resistant steel or ductile iron to withstand repetitive hydraulic pressure cycling.
Precision-ground outer diameter for smooth movement within the cylinder bore and extended seal life.
Includes integral or replaceable wear rings and seal grooves designed to accept dynamic sealing elements.
May feature a threaded or bolted connection point for attachment to the high-pressure plunger rod or crosshead assembly.
Engineered with appropriate land and groove geometry to support hydraulic seals and anti-extrusion rings.
Designed for continuous reciprocating duty at hydraulic pressures typically ranging from 1,500 to 5,000 psi (approximately 100 to 345 bar).
Balanced design minimizes side loading and reduces wear on cylinder bore and seals.
Maintenance:
Fully depressurize both the hydraulic system and the high-pressure water system before servicing the piston.
Remove the hydraulic cylinder end cap and carefully extract the piston assembly from the cylinder bore.
Avoid damaging the piston surface during removal; use soft pullers or non-marring tools if necessary.
Inspect the piston outer diameter for scoring, galling, scratching, corrosion, or uneven wear patterns.
Check all seal grooves for burrs, nicks, or deformation that could damage new seals.
Inspect the piston connection point (threaded hole, crosshead pin bore, or mounting flange) for wear or damage.
Measure the piston diameter at multiple locations to verify dimensional accuracy and detect out-of-round condition.
Replace the piston if any surface damage exceeds manufacturer-specified limits or if cracks are detected.
During seal replacement, remove all old seals, wear rings, and backup rings from the piston grooves.
Clean the piston thoroughly using a soft cloth and compatible solvent; do not use abrasive tools that could scratch surfaces.
Install new seals, wear rings, and backup rings in the correct sequence and orientation as shown in the service manual.
Lubricate seals and the piston outer diameter with hydraulic oil or manufacturer-recommended assembly lubricant.
Carefully reinsert the piston into the cylinder bore, aligning it squarely to avoid seal damage or binding.
Tighten end cap or retaining hardware to the torque values specified by the equipment manufacturer.
After reassembly, slowly pressurize the hydraulic system and cycle the piston through full travel while checking for smooth motion and external leaks.
Monitor hydraulic fluid cleanliness; contaminated fluid accelerates piston and seal wear.