

20469016-2
Product ID: 20469016-2 – High-Pressure Cylinder / Intensifier Cylinder
Description:
This component is a high-pressure cylinder, specifically an intensifier cylinder or cylinder liner, designed for waterjet cutting systems. It is a precision-machined cylindrical pressure vessel within which the high-pressure plunger reciprocates to compress water to ultra-high pressures. The “-2” suffix may indicate a specific size, material variant, or design revision.
Applications:
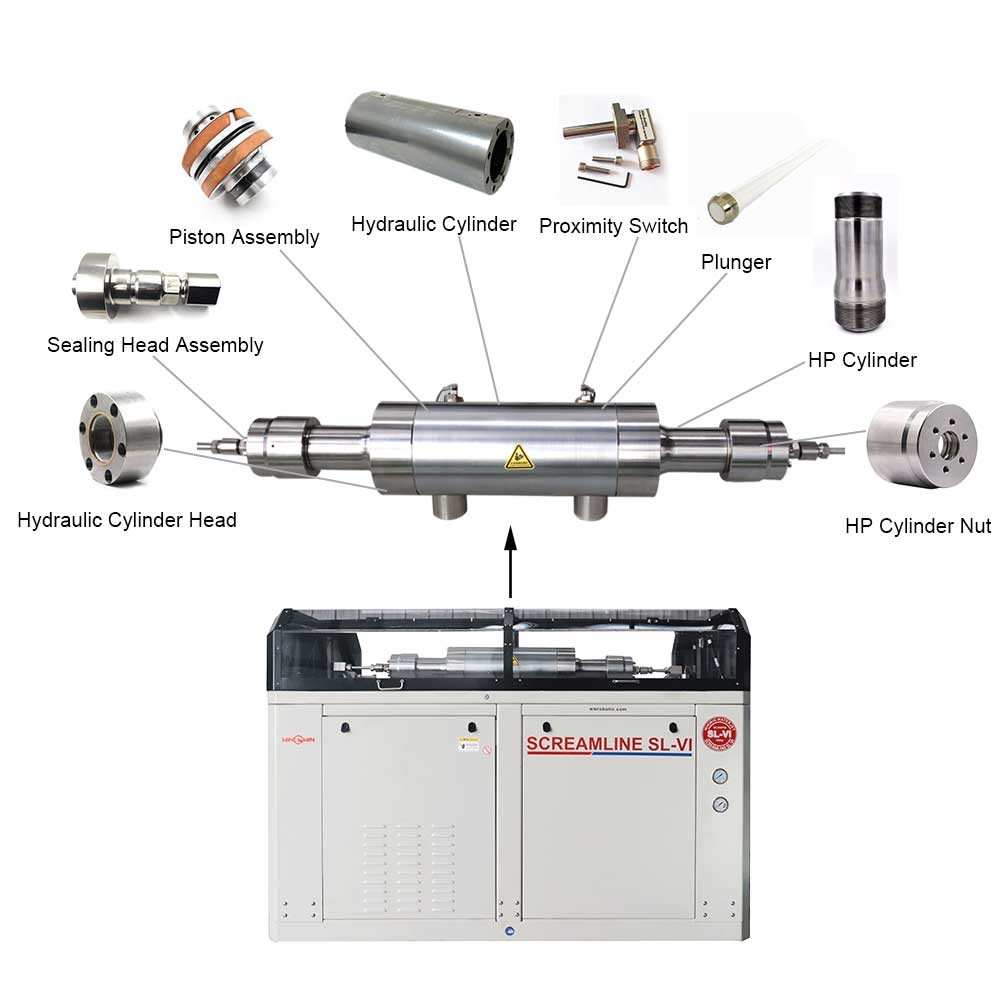
Used as the primary high-pressure containment vessel within an intensifier pump for waterjet cutting machines.
Installed between the hydraulic cylinder and the check valve manifold to contain water during compression.
Suitable for both pure water and abrasive waterjet systems requiring reliable, fatigue-resistant pressure containment.
Features:
Constructed from high-strength, corrosion-resistant material such as precipitation-hardened stainless steel, high-alloy steel, or tungsten carbide-lined steel.
Precision-honed internal bore with exceptional surface finish to minimize friction and wear on reciprocating plungers and seals.
Designed to withstand cyclic pressure loading from zero to maximum operating pressure at high cycle rates, typically 60,000 psi (approximately 4,137 bar) or higher.
Engineered with appropriate wall thickness and material properties to meet safety factors for ultra-high pressure service.
Includes threaded ends, flange mounts, or groove features for attachment to cylinder heads, check valve bodies, or end caps.
Resists stress corrosion cracking and fatigue failure when properly maintained and operated within rated parameters.
Maintenance:
Fully depressurize the waterjet system and disconnect power before removing or servicing the cylinder.
During disassembly, carefully remove the cylinder body from the intensifier frame using proper lifting techniques if the cylinder is heavy.
Inspect the internal bore surface for scoring, galling, pitting, corrosion, or wear caused by plunger or seal contact.
Check all threaded connections, sealing surfaces, and mounting features for damage, deformation, or erosion.
Measure the internal bore diameter at multiple locations (top, middle, bottom) and at different orientations to verify dimensional accuracy and detect ovality or taper.
Compare measurements to manufacturer specifications; replace the cylinder if bore wear exceeds allowable limits.
Inspect the cylinder externally for cracks, dents, corrosion pitting, or signs of previous impact or overtightening.
Perform a dye penetrant or other non-destructive crack detection test if permitted by the equipment service manual.
Clean the cylinder bore and exterior surfaces thoroughly using a soft cloth and low-pressure water or compatible solvent.
Do not use abrasive tools or harsh chemicals that could damage the bore surface finish.
Replace the cylinder if any cracks, excessive bore wear, ovality, or thread damage is found.
When reinstalling, lubricate seals, threads, and mating surfaces as specified in the equipment service manual.
Tighten end caps, retainers, or mounting hardware to the torque values provided by the equipment manufacturer.
After reassembly, slowly pressurize the system while observing for leakage or abnormal sounds; do not exceed rated pressure.
Periodically inspect the cylinder during seal replacement intervals to identify wear before failure occurs.