
News
-

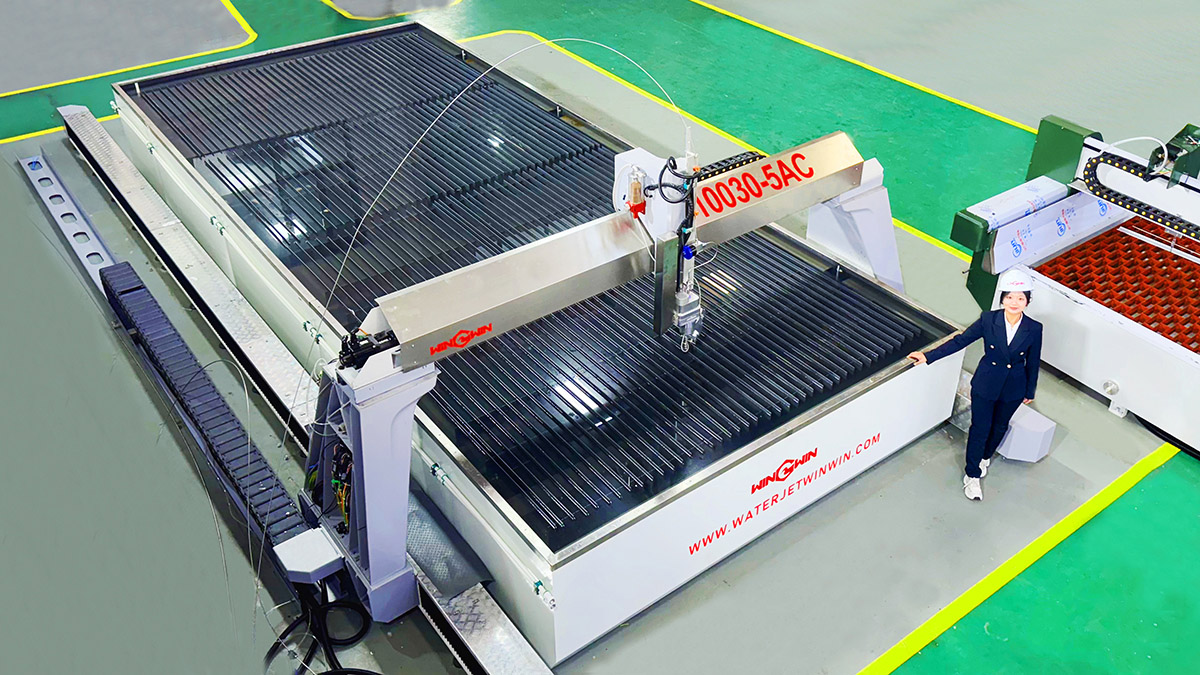
Unveils 100,000 PSI Ultra-High Pressure Waterjet Systems – Dual Heads, 5-Axis Cutting
Win Win, a specialized manufacturer of waterjet cutting equipment, has raised the bar for ultra-high pressure machining with its new generation of systems featuring booster pumps capable of delivering up to 100,000 PSI. Designed for shops cutting exotic alloys, thick armored plates, and advanced composites, these machines combine extreme pressure with flexible customization – including dual cuttinRead more -
Win Win Launches Ultra-High Pressure Waterjet Cutters – 60,000 to 90,000 psi, Custom Sizes Up to 30×
For heavy fabrication shops, aerospace part suppliers, and stone processing plants that demand both power and precision, Win Win has introduced a new line of ultra-high pressure waterjet cutting systems. Ranging from 60,000 psi to 90,000 psi, these machines deliver faster cutting speeds, cleaner edges, and the ability to slice through the hardest materials – including armored steel, Inconel, ceramRead more -

Win Win Offers Full Range of Waterjet Cutting Parts – 25 Years of Experience, In-House R&D & Custom
For workshops and fabrication plants seeking consistent performance from their waterjet cutting systems, component quality and compatibility are non-negotiable. Win Win, a specialized waterjet component supplier with 25 years of industry experience, now provides a complete catalog of high-wear parts and precision accessories – backed by its own factory, engineering team, and custom design departmeRead more -

In waterjet cutting, What sensors (height control, collision detection) are essential for unattended
Running a waterjet lights-out—without an operator present—requires sensors that replace human observation and reaction. Three sensor categories are absolutely essential: height control for consistent cutting, collision detection for machine protection, and process monitoring for quality assurance. Without these, unattended operation inevitably leads to crashed heads, damaged nozzles, or scrap partRead more -

How to achieve near-laser edge finish on waterjet, and what post-processing is needed?
Standard abrasive waterjet cutting leaves a characteristic matte finish with fine striations, often compared to coarse sandpaper. A laser-cut edge is smoother, squarer, and often requires no secondary work. While waterjet cannot perfectly replicate a laser's heat-affected-zone-free finish, it can approach laser quality through specific parameter adjustments and targeted post-processing.Read more -

Can cut 3D parts (like bevels or angled edges) with a 5-axis waterjet head?
Yes, a 5-axis waterjet head can cut true 3D parts, including bevels, angled edges, countersinks, and even complex contoured surfaces. Unlike a standard 3-axis machine that keeps the nozzle perpendicular to the material, a 5-axis system tilts and rotates the cutting head while maintaining precise standoff distance. This capability transforms waterjet from a 2D profiling tool into a versatile 3D macRead more
